Introduction
A common complaint in powder handling systems is:
“The motor is running, but the powder is not feeding.”
When this happens, many operators initially suspect the feeder itself.
However, the feeder is not always the source of the problem.
In many cases, the issue originates from the powder behavior inside the hopper.
Understanding these powder-related issues can help improve feeding stability and reduce unexpected production interruptions.
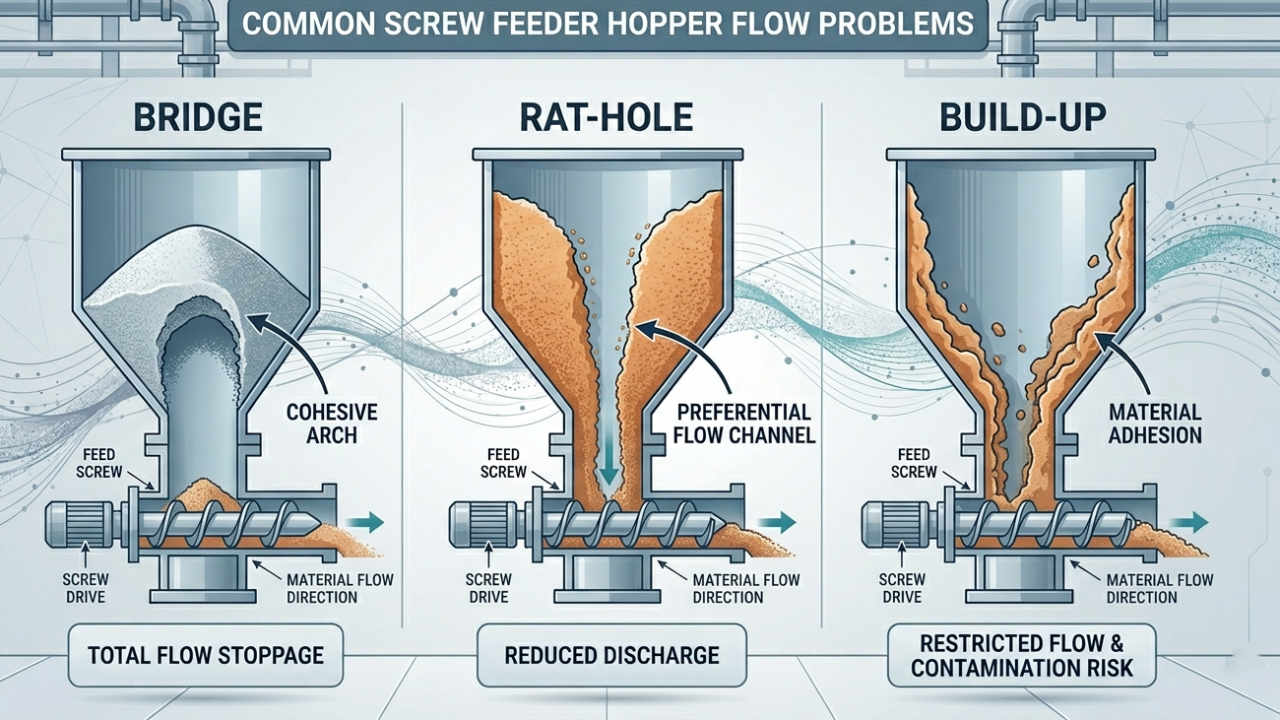
Cause 1: Bridging
One of the most common reasons for feeding failure is bridging.
Bridging occurs when powder particles form a stable arch above the screw inlet, preventing material from flowing downward.
The screw continues rotating, but little or no powder reaches it.
Bridging is more likely to occur when handling:
- Fine powders
- Cohesive materials
- Moisture-sensitive powders
- Powders with poor flowability
The problem may appear intermittently, making it difficult to identify.
Cause 2: Ratholing
Another common problem is ratholing.
In this case, powder flows only through a narrow channel above the screw while material near the hopper walls remains stationary.
As the rathole develops, the amount of powder reaching the screw becomes inconsistent.
Typical symptoms include:
- Fluctuating feed rates
- Gradually decreasing output
- Sudden interruptions in feeding
Ratholing is often observed in cohesive powders or materials that have been compacted during storage.
Cause 3: Agglomerates and Lumps
Sometimes the powder itself contains agglomerates or lumps.
These may be caused by:
- Moisture absorption
- Long-term storage
- Transportation compaction
- Natural powder cohesion
Large agglomerates can affect how powder enters the screw and may temporarily block narrow passages.
In some cases, operators notice that feeding accuracy changes significantly even though the feeder is mechanically operating normally.
Cause 4: Powder Properties Change Over Time
Powder characteristics are not always constant.
Factors such as:
- Bulk density
- Moisture content
- Particle shape
- Storage conditions
may change over time.
As a result, the amount of powder entering the screw can vary even when operating conditions remain the same.
This effect becomes more noticeable in low feed rate applications where small variations have a greater impact on feeding accuracy.
Possible Solutions
The best solution depends on the powder characteristics and process requirements.
Several approaches are commonly used:
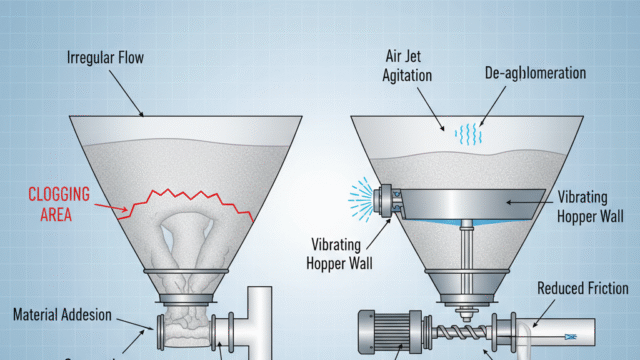
Vibrators
Vibrators apply external vibration to the hopper.
They are often selected when contamination concerns are important because there are no moving parts inside the product area.
However, vibrators may not be effective for all powders.
Agitators
Agitators directly move the powder inside the hopper.
They can help maintain powder flow and reduce the risk of bridging or ratholing.
Agitators are often used for cohesive powders or materials with poor flowability.
Hopper and Feeder Modifications
In some applications, small modifications can significantly improve feeding stability.
Examples include:
- Air or nitrogen purging
- Hopper geometry changes
- Discharge mesh screens
- Pressure-resistant construction
- Intermittent feeding operation
The most effective solution depends on the specific application and powder properties.
The Feeder Itself May Not Be the Problem
When powder feeding stops unexpectedly, replacing the feeder is not always the answer.
Many feeding problems originate from:
- Powder flowability
- Material storage conditions
- Hopper design
- Environmental conditions
Understanding how the powder behaves inside the hopper is often the first step toward finding a practical solution.
Conclusion
If the motor is running but powder is not feeding, the feeder itself may not be malfunctioning.
Bridging, ratholing, agglomerates, and changes in powder properties can all affect feeding performance.
Because powder behavior varies from material to material, there is rarely a universal solution.
Evaluating the powder characteristics and process requirements can help identify the most appropriate approach and improve feeding reliability.
Related articles
https://seiwag-us.com/blog/effective-bridging-prevention/
https://seiwag-us.com/blog/powder-bridging-2/
https://seiwag-us.com/blog/cohesive/