Introduction
A screw feeder may operate normally at the beginning of a process.
The motor rotates smoothly.
The powder flows as expected.
The feed rate is stable.
However, after several hours of operation, the output gradually decreases and may eventually stop completely.
At first, operators often suspect the motor, controller, or drive system.
But in some cases, the real problem is the powder itself.
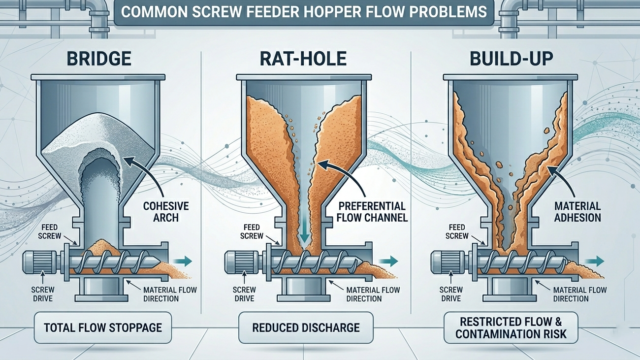
Powder Can Build Up Around the Screw Shaft
Certain powders have strong adhesive or cohesive properties.
Examples include:
- Fine chemicals
- Moist powders
- Resins
- Food ingredients
- Pigments
- Powders that tend to absorb moisture
When these materials are fed continuously, a small amount of powder may gradually enter the gap between the screw shaft and the surrounding parts.
Initially, this is hardly noticeable.
However, as operation continues, the powder becomes compacted and starts to accumulate.
Eventually, the material may form a hard, rod-like deposit around the shaft.
As the deposit grows, several problems can occur:
- Increased torque
- Reduced feeding capacity
- Unstable feed rates
- Complete blockage
The feeder itself may still be running normally, but powder can no longer move smoothly through the system.
Why Does This Problem Develop Slowly?
One of the challenges is that the problem does not appear immediately.
The feeder may operate without issues for:
- Several hours
- An entire production batch
- Multiple cycles
As powder gradually accumulates, the flow characteristics change.
Operators may first notice:
- Feed rate fluctuations
- Increased motor load
- Irregular discharge
- Unexpected stoppages
Because the symptoms appear gradually, identifying the root cause can be difficult.
Why Standard Screw Designs Are Not Always Ideal
A conventional screw feeder typically has a central shaft.
For many powders, this design works perfectly well.

However, when handling adhesive or cohesive materials, the shaft area can become a place where powder accumulates.
The gap around the shaft may act as a dead space where material is compressed during operation.
Over time, this can lead to solid deposits and feeding problems.
The more adhesive the powder, the greater the risk of buildup.

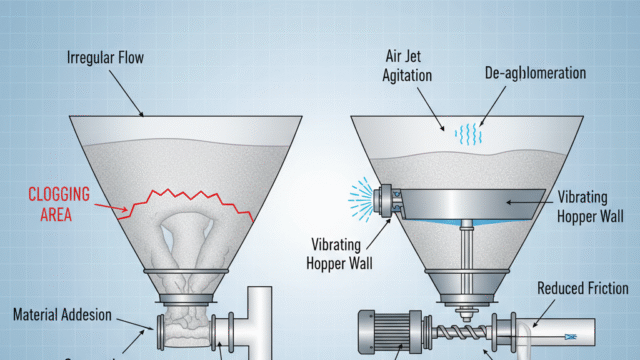
One Possible Solution: Shaftless Screws
For powders that tend to stick or accumulate, a shaftless screw may be an effective alternative.
As the name suggests, a shaftless screw does not have a central shaft.
This design offers several advantages:
- Less space for powder accumulation
- Reduced risk of buildup around the center
- Easier handling of sticky or cohesive materials
- Improved long-term feeding stability
Because there is no shaft in the center, powder has fewer locations where it can become trapped and compressed.

In some applications, changing the screw design alone can significantly improve feeding performance.
The Best Screw Depends on the Powder
There is no universal screw design that works for every material.
The optimal screw depends on factors such as:
- Powder flowability
- Adhesion tendency
- Moisture sensitivity
- Particle size
- Feed rate requirements
- Operating duration
A screw that performs well with free-flowing powders may not be suitable for sticky or cohesive materials.
For this reason, selecting the screw type based on powder characteristics is often just as important as selecting the feeder itself.
Conclusion
If a screw feeder suddenly stops after several hours of operation, the motor may not be the problem.
In some cases, adhesive powders gradually accumulate around the screw shaft and eventually block material flow.
Understanding how the powder behaves during long-term operation is essential for stable feeding.
For difficult materials, a shaftless screw can sometimes provide a practical solution by reducing powder buildup and improving feeding reliability.
Related Articles
- Why Does a Powder Feeder Stop Feeding Even When the Motor Is Running?
https://seiwag-us.com/blog/motor/ - Why Ultra-Low Powder Feed Rates Are More Difficult Than You Think?
https://seiwag-us.com/blog/low-feed-rates/ - Vibrator vs. Agitator: Which Is Better for Preventing Bridging?
https://seiwag-us.com/blog/v-a/ - Why Add a Mesh Screen at the Feeder Discharge?
https://seiwag-us.com/blog/lumps/